製造工程について
材料切断 → プレス加工 → 組み付け溶接 → 仕上げ
材料切断 → プレス曲げ加工・穴あけ加工 → 組付け溶接(半田) → 脱脂処理 → 接着処理 → コーティング処理 → 仕上げ処理(皮むき・穴修正)
材料切断
各治具の形状に合わせて材質を選び、仕上がり寸法に正確に製作するため、切断寸法は大切な基準となります。

帯ノコ盤 角度切り切断
プレス機20t フラットバー切断

プレス機 丸鋼切断

5点複合機 材料切断機


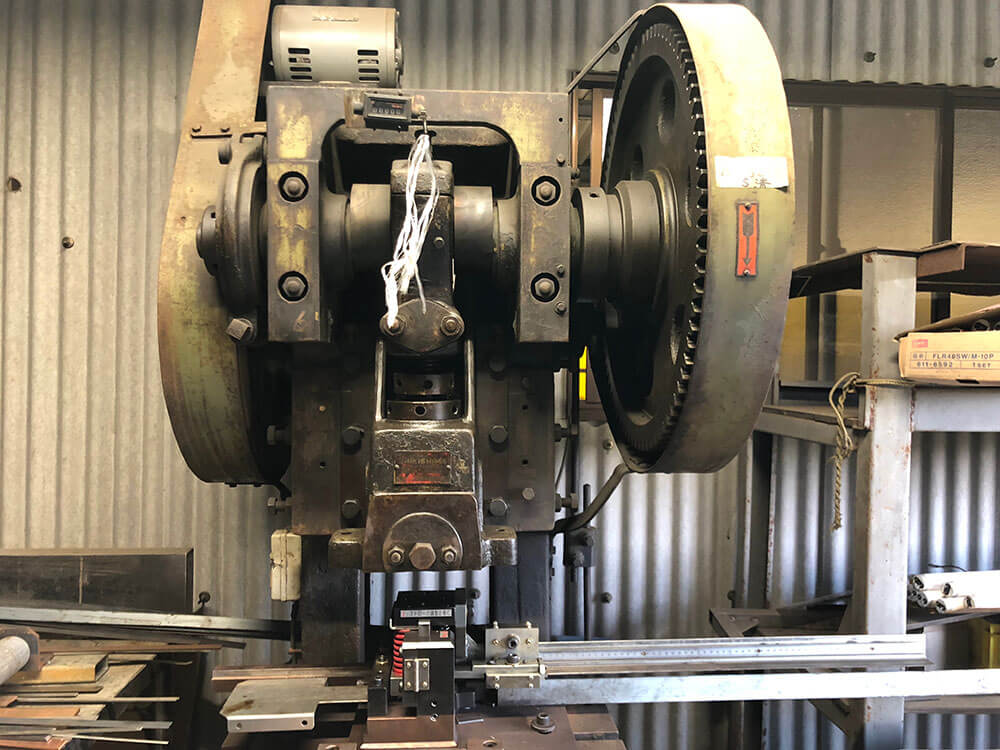
穴あけ、曲げ加工
切断後、用途に応じて穴あけ、曲げ工程を行います。
穴あけも精密さ正確さが要求され、曲げ加工は最も繊細な工程ともいえます。作業者の職人要素も必要です。曲げ工程で形成されたラックは、機能が生かされます。
また、平成26年よりNCフライス盤の導入により、穴加工の量産品対応・品質の安定・生産性の向上につながり、複雑な加工にも対応することが出来ます。

NCフライス盤 穴加工

2tプレス機 穴あけ

ボール盤 穴あけ

ベンダー曲げ加工 フラットバー曲げ加工対応

7tプレス機 材料の曲げ加工

ケトバシプレス機 曲げ加工
組付け溶接(半田付け・組立)
各部品の工程が終わり、ラックとして製作する工程です。溶接は単に接合する作業ではなく、重要な部分です。
取り付けの角度、溶接の均一さ、精密さ、正確さ等技術センスがまさに必要です。

溶接作業

溶接作業

スパッタ等を取り、完成品になります。
樹脂コーティングが必要なメッキ治具は、ピンをボルト付けした後、半田を行います。

組付け作業
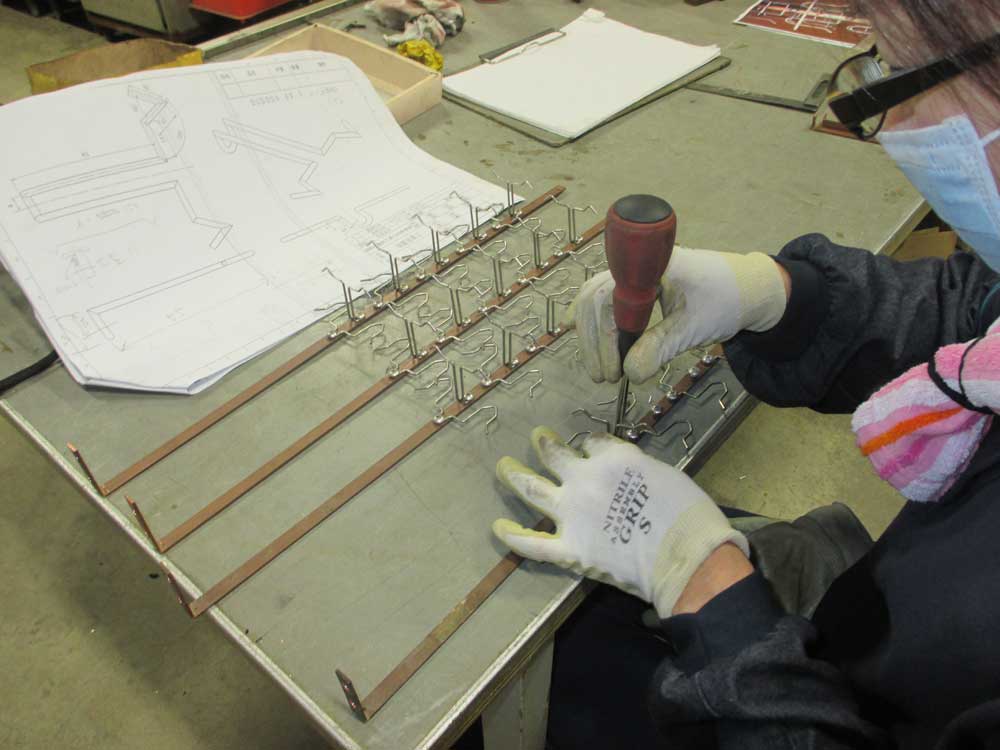
組付け作業

半田付け作業
スポット溶接を使った組付け

SUSØ1.0 以下のピンでもピン加工・半田付け作業が可能です。
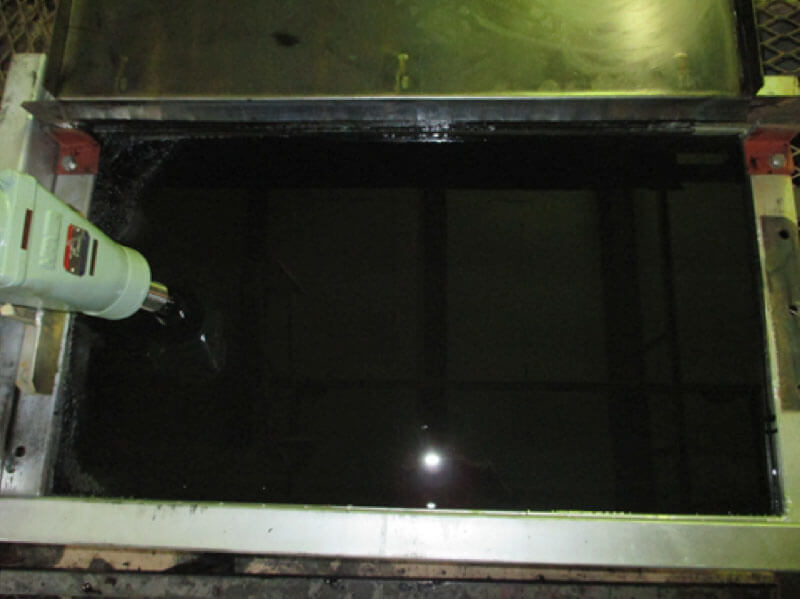
脱脂処理
溶接、半田付け加工後、脱脂処理を行います。付着している油脂等を除去します

脱脂槽

奥の脱脂槽に製品を浸け込みます。
①水洗処理
脱脂液を洗い流します。

②前処理
よりコーティングの密着性をよくするため、コーティングが必要な箇所にプライマー配布を施します。
一つ一つ手作業で塗っていきます。
③樹脂コーティング処理
用途に応じてコーティングが必要な治具に、コーティング処理を行います。
加熱処理釜で製品を焼き付け → コーティング槽に浸す → 焼き上げ
焼き上げの処理で材質の違いで温度管理、コーティングの均一さが求められ、確実性を要します。

加熱処理釜
ゾルコーティング槽

ゾル浸け込み作業

ゾル浸け込み作業
製品を加熱後、吊り下げ自動化装置を使用しゾル浸け込みを行います。室温・加熱温度と数秒単位の時間管理を要します。
気泡とタレが出来ないように、浸け込みと引き上げ後の作業が重要です。
④仕上げ
コーティング後、完成品にするため、仕上げ工程を行います。コーティング不要な箇所をカッターでカットし、ピン先の調整等、一台一台手作業で丁寧に行います。
細めのピンには、気泡が出来たりしコーティングがはじかれている箇所が出てくる場合があるので、最後に再度ゾルの塗り上げ作業を行います。









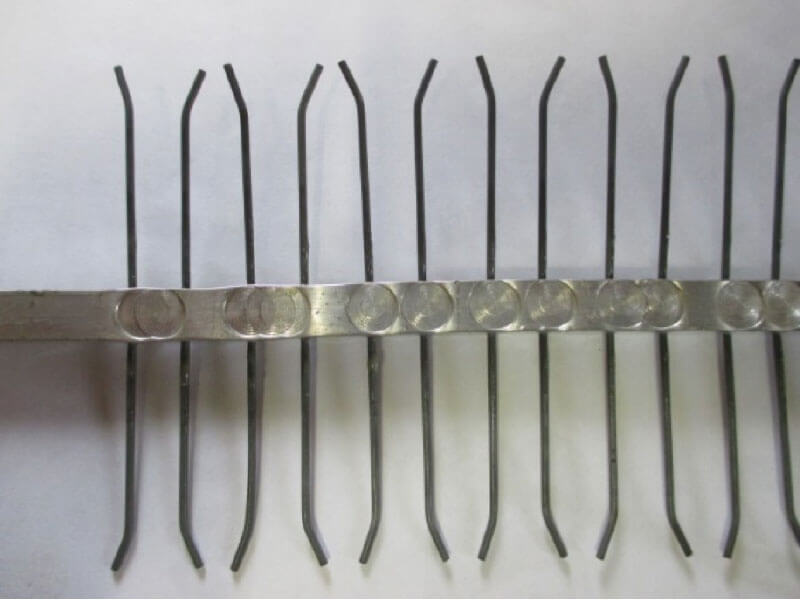
⑤完成品
完成品のコーティング治具

ゾルコーティング仕様


ポリコーティング仕様



